





Globax news
Blog

Blue conveyor belts help improve hygiene standards
Using a blue conveyor belt helps to improve hygiene standards, according to some.
According to Scientist Live:
“Conveyor belts play an important role in many food processes because they tie everything together. If they unexpectedly breakdown the whole production line can come to a standstill. Downtimes mean costs, less output, order backlog and overtime.
“Conveyor belts convey do not only goods from A to B. Food conveyor and processing belts strongly influence productivity and can support or weaken hygiene and product safety.
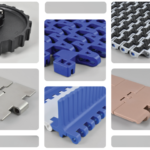
“Manufactures in the conveyor belting industry use different synthetic materials such polyvinylchloride, polyurethanes, polyethylene, polypropylene, silicone etc. Habasit offers a complete range of belts for the food industry, both coated fabric and plastic modular belts.
Detecting foreign particles
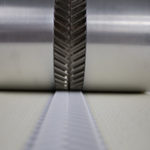
“Blue is a colour that rarely exists in foodstuff, thus such foreign particles can be easily detected in the product. Remaining food residues are more visible on blue conveyor belts, hence the entire processing line may be easily kept clean.
“Further, the blue material does not reflect light as much as smooth white surfaces. Thereby there is less interference with optoelectronic device. The visibility conditions for the staff are improved as well, enhancing their working conditions.
“Blue coatings and materials gained a higher share in bakery, biscuit, dairy, meat, fish and poultry processing plants lately because they support hygiene more than white coloured belts.
“Installation of blue belts can therefore lead to improvements in many different applications.
“Blue conveyor belts meet advanced hygiene standards because they differ in the colour to most foodstuff they convey. They thus contribute to the safety of a production line.
“The blue material does not reflect light as much as smooth white surfaces. Thereby there is less interference with optoelectronic device. The visibility conditions for the staff are improved as well, enhancing their working conditions.
“To provide additional hygiene, Habasit introduced several products to the existing range of blue TPU and silicone coated fabric belts. Newly released to the market is a belt with blue Habilene coating, another solution within the polyolefine coated Cleanline range, which was specifically developed to improve the release properties of sticky foodstuff.
“Furthermore, there is blue HySAN, a highly oil and fat resistant PVC coating. And last but not least Habasit offers many blue products within the range of plastic modular belts (HabasitLINK), consequently users can chose the best solution for the application.”


