





Globax news
Blog

Choosing the Right Food Grade Conveyor Belting for Your Needs
As highlighted by Manufacturing.net in their article “Food Grade Conveyor Belting — Many Choices, Not All Equal,” selecting the right food-grade conveyor belt is crucial for maintaining hygiene and ensuring operational efficiency in food processing. Not all belts are created equal, and understanding the differences can help manufacturers make better choices.
Key Factors in Choosing Food-Grade Conveyor Belting
- Tensioned vs. Non-Tensioned Belting
Opt for tensionless food-grade belts for easier access to conveyor components. These belts allow cleaning in place (CIP) by lifting easily for thorough cleaning, reducing the risk of bacterial contamination. Additionally, self-tracking belts with sprocket-driven systems prevent mis-tracking and damage, ensuring better durability. - Product Characteristics and Belt Compatibility
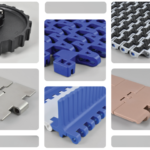
Food products vary in texture, temperature, and state—ranging from sticky to oily or frozen. These attributes must be considered when choosing the right belt type and material. The belt’s ability to handle such diversity ensures seamless operation without compromising sanitation. - Not All Blue Belts Are the Same
Blue belts are popular for their ability to reveal contaminants, but not all blue belts are homogenous. Belts with multiple materials or reinforcing fibers can harbor bacteria when damaged, causing contamination risks. Homogeneous belts made from a single material are easier to clean and more sanitary, eliminating layers where bacteria could reside.
Click here to learn more about F.N. Sheppard’s belting solutions.
Article with all rights reserved, courtesy of manufacturing.net.


